Sektör Haberleri
-

Büyük dövmelere uygun tahribatsız muayene yöntemleri nelerdir?
Ultrasonik Test (UT): Kusurları tespit etmek için malzemelerde ultrasonik yayılma ve yansıma ilkelerinin kullanılması. Avantajları: Dövme parçalardaki gözenekler, kalıntılar, çatlaklar vb. gibi iç kusurları tespit edebilir; Yüksek algılama hassasiyetine ve konumlandırma doğruluğuna sahip; Tüm dövme işlemi...Devamını oku -

Çelik dövme parçaların temperlenmesi
Temperleme, iş parçasının söndürüldüğü ve Ac1'in (ısıtma sırasında perlitin ostenite dönüşümün başlangıç sıcaklığı) altındaki bir sıcaklığa kadar ısıtıldığı, belirli bir süre tutulduğu ve daha sonra oda sıcaklığına soğutulduğu bir ısıl işlem prosesidir. Temperleme genellikle takip edilir...Devamını oku -

4145H ile dövme yapmanın avantajları nelerdir?
4145H, esas olarak petrol kuyusu sondaj aletlerinin imalatı ve kullanımında kullanılan yapısal bir çeliktir. Çelik, ark ocağında işlenir ve yumuşak rafinasyon teknolojisiyle işlenir. Ek olarak, matkap uçlarının performansını artırmak için sıklıkla petrol matkapları kullanılır. Yönde 4145H çelik kullanıldığında ...Devamını oku -

Sabitleyici için 4145H veya 4145H MOD'u seçin
4145H ve 4145H MOD, esas olarak petrol ve doğal gaz endüstrilerinde yüksek mukavemetli ve yüksek sıcaklık uygulamaları için kullanılan iki farklı çelik özelliğidir. Farklılıkları aşağıdaki yönlerde yatmaktadır: Kimyasal bileşim: Kimyasal bileşimde hafif bir fark vardır.Devamını oku -

Söndürme ve temperleme tedavisi
Söndürme ve temperleme işlemi, iş parçasının iyi kapsamlı mekanik özelliklere sahip olmasını sağlamayı amaçlayan, söndürme ve yüksek sıcaklıkta temperlemeden oluşan ikili bir ısıl işlem yöntemini ifade eder. Yüksek sıcaklıkta temperleme, 500-650 ° C arasında temperlemeyi ifade eder. En çok söndürülmüş ve temperlenmiş ...Devamını oku -

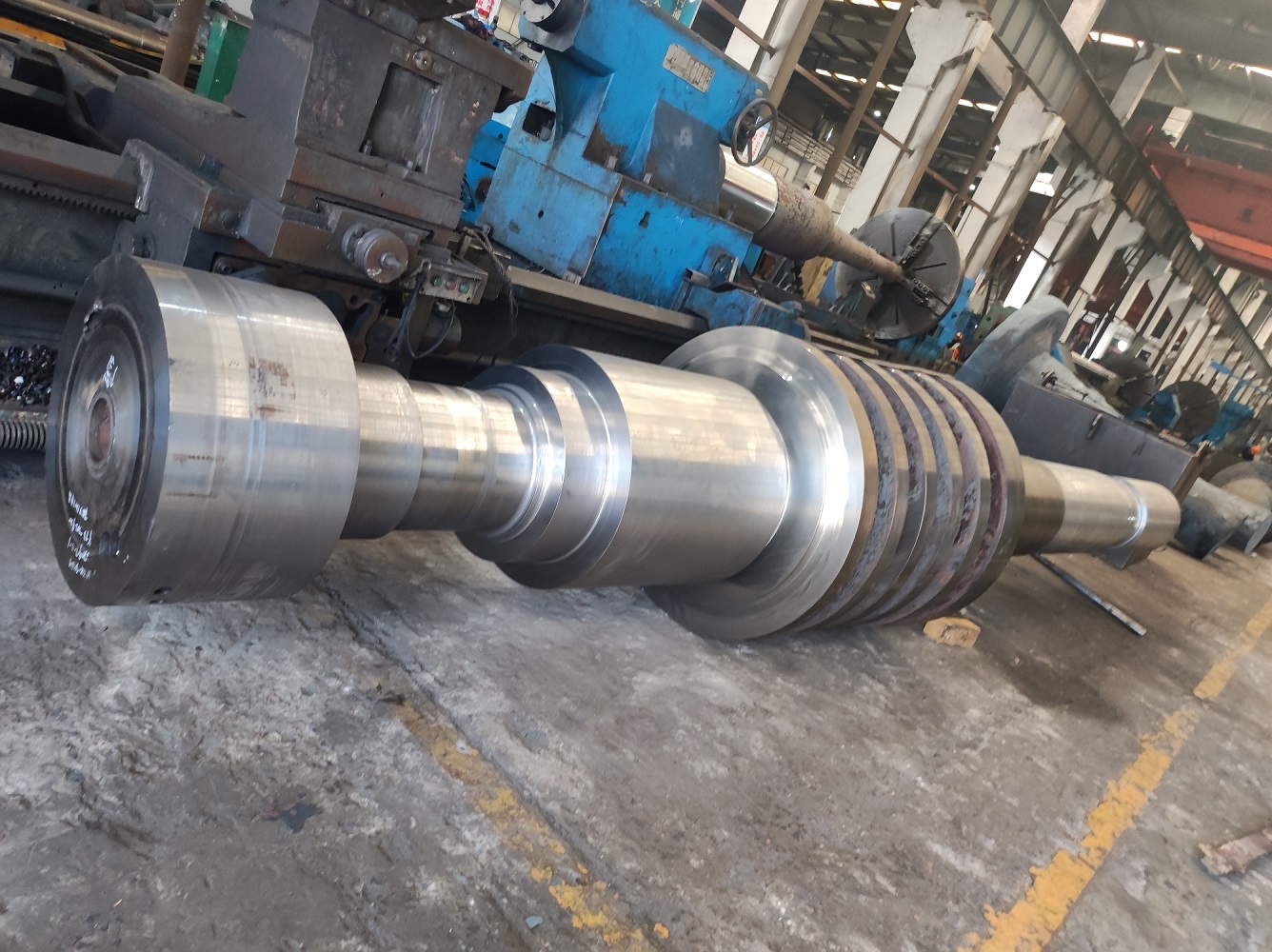
Hidrolik Türbinler ve Hidrolik Jeneratörler için Şaft Dövmeleri
1 Eritme 1.1 Çelik dövme için alkalin elektrikli fırın eritme yöntemi kullanılmalıdır. 2 Dövme 2.1 Dövme parçanın büzülme boşluklarından ve şiddetli ayrışmadan arınmış olmasını sağlamak için çelik külçenin üst ve alt uçlarında yeterli kesme payı bulunmalıdır. 2.2 Dövme...Devamını oku -

Açık dövme parçaları
Serbest dövmenin temel işlemleri, üzme, uzatma, delme, bükme, bükme, yer değiştirme, kesme ve dövmeyi içerir. Serbest dövme uzaması Uzatma olarak da bilinen uzatma, kütüğün kesit alanını azaltan ve uzunluğunu artıran bir dövme işlemidir. Uzat...Devamını oku -
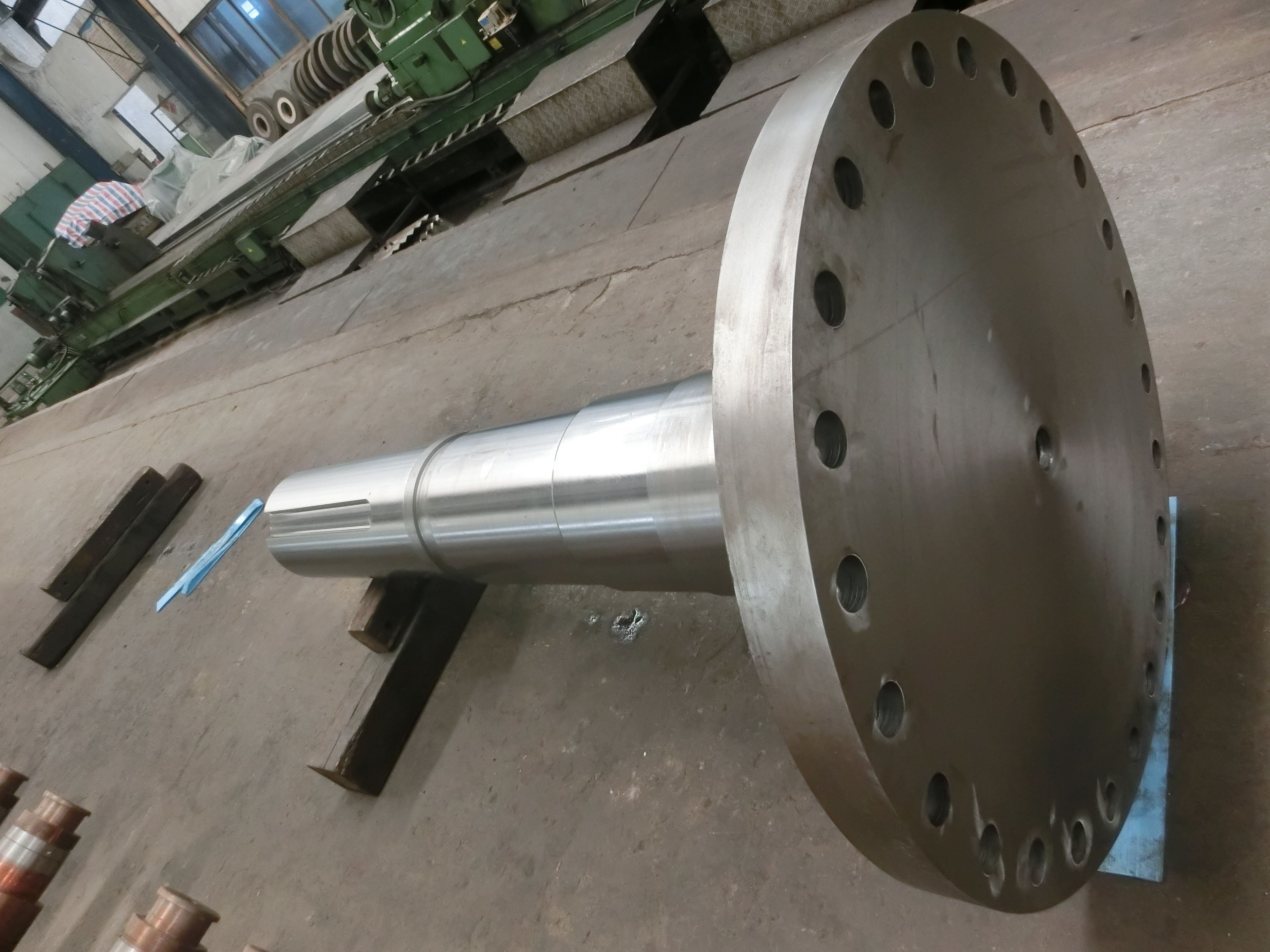
Endüstriyel buhar türbinlerinin rotoru için dövme
1. Eritme 1.1 Dövme parçaların üretimi için, çelik külçeler için alkali elektrik ark ocağında eritme ve ardından harici rafinasyon tavsiye edilir. İzabe için kaliteyi sağlayan diğer yöntemler de kullanılabilir. 1.2 Külçelerin dökümü öncesinde veya sırasında çelik,...Devamını oku -

Dövme parçasının normalleştirilmesi
Normalleştirme, çeliğin tokluğunu artıran bir ısıl işlemdir. Çelik bileşenleri Ac3 sıcaklığının 30-50 °C üzerindeki bir sıcaklığa kadar ısıttıktan sonra bir süre bekletin ve fırından havayla soğutun. Ana karakteristik, soğuma hızının tavlamadan daha hızlı olmasıdır...Devamını oku -
Rüzgar türbininin dövme kule flanşları için bazı teknik özellikler
Genel Şartlar Flanş imalatçısı firmaların, dövme sektöründe en az iki yıllık tecrübenin yanı sıra, ürünler için gerekli olan teknik kabiliyetlere, üretim kapasitesine, muayene ve test kabiliyetlerine sahip olmaları gerekmektedir. İmalat Ekipmanları Flanş imalatı...Devamını oku -

Dövmelerin dövülmesi ve işlenmesi sırasında temper kırılganlığı
Dövme ve dövme parçaların işlenmesi sırasında temper kırılganlığının varlığı nedeniyle mevcut temperleme sıcaklıkları sınırlıdır. Temperleme sırasında kırılganlığın artmasını önlemek için mekanik özelliklerin ayarlanmasını zorlaştıran bu iki sıcaklık aralığından kaçınmak gerekir.Devamını oku -

Şaft dövmeleri için ısıtma yöntemleri nelerdir?
Sürekli hareketli ısıtma, dövme şaftların indüksiyonla ısıtılması için yaygın olarak kullanılırken, yüksek frekanslı söndürme ısıtması genellikle dövme hareket ederken indüktörün sabitlenmesini içerir. Orta frekans ve güç frekanslı ısıtma, genellikle sensörler tarafından hareket ettirilir ve dövme, ihtiyaç duyulduğunda da dönebilir.Devamını oku



